


Czym w zasadzie są frezy?
Frezy to wieloostrzowe narzędzia skrawające o ruchu obrotowym. Frezy są używane w maszynach - frezarkach. Służą do obróbki powierzchni płaskich i kształtowych przedmiotów metalowych, drewnianych i z tworzyw sztucznych.
Materiały użyte do produkcji:
Na początku warto zaznajomić się z materiałem, z którego mogą być wykonane frezy. Najczęściej jest to węglik spiekany lub HSS*, chociaż dostępne są też takie, jak na przykład stal proszkowa. Na wybór materiału, z którego wykonany jest frez ma wpływ wiele różnych zmiennych, np. rodzaj obrabianego materiału, maksymalna prędkości wrzeciona, sztywność maszyny itp.
Podział frezów ze względu na kształt
- frez walcowy - ostrza na powierzchni bocznej
- frez czołowy (oraz z czołem kulistym) - ostrza na powierzchni czołowej
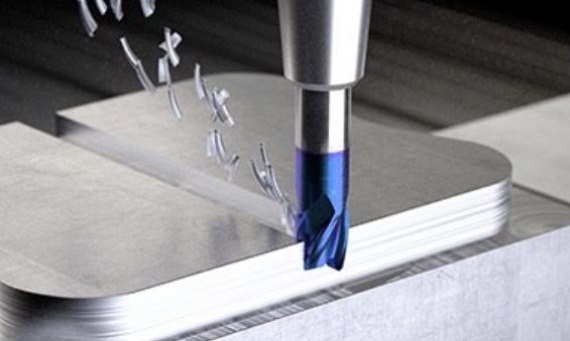
- frez walcowo-czołowy
- frez tarczowy
- frez kątowy - ostrza na dwóch powierzchniach stożkowych, służy do jednoczesnego frezowania dwóch powierzchni płaskich nachylonych pod pewnym kątem
- frez kształtowy
- frez do gwintów
- frez modułowy do frezowania zębów kół zębatych
- frez ślimakowy do frezowania zębów kół zębatych metodą obwiedniową
- frez trzpieniowy
- frez palcowy - frez trzpieniowy walcowo-czołowy
- frez krążkowy

Rozmiary frezów:
Frezy walcowo-czołowe są produkowane w wielu różnych rozmiarach, w systemie metrycznym oraz calowym. Dostępne są również bardzo małe frezy stosowane do wykonywania prac wymagających bardzo dużej dokładności.
Powłoki i ich rodzaje:
Dzięki swym bardzo dobrym właściwościom, narzędzia wykonane ze stali HSS albo pełno węglikowe, nie posiadają dodatkowej powłoki - są niepowlekane. Jednak do zastosowań specjalnych zalecane jest by narzędzia skrawające pokrywać powłokami zwiększającymi odporność na ścieranie, które doskonale redukują opór tarcia i skłonność do przylegania obrabianego materiału.
Powłoka TiAIN - glinoazotek tytanu - Specjalna powłoka do obróbki materiałów ścierających w warunkach wysokich temperatur, czyli w przypadku braku lub ograniczonej możliwości podawania chłodziwa – np. przy wierceniu głębokich otworów lub takich które mają małą średnicę.
Powłoka TiCN - węglikoazotek tytanu – Powłoka wielowarstwowa o strukturze laminatu, sprawdza się przy obróbce stali, materiałów trudnoskrawalnych.
Powłoka FIRE - Powłoka FIRE charakteryzuje się dobrą odpornością na zużycie ścierne i stabilność termiczną. Oprócz typowego wykorzystania do obróbki na mokro, powłokę można również stosować przy obróbce z minimalną ilością smarowania lub na sucho
Powłoka TiAIN-S - specjalna powłoka nanostrukturalna na bazie TiAIN z dodatkiem silikonu. Właściwości wiążące silikonu zapobiegają pękaniu materiału podstawowego. Odporna na zużycie ścierne

Podział frezów ze względu na geometrię ostrzy
-
walcowe - do obróbki płaszczyzn.
-
walcowo-czołowe - do obróbki płaszczyzn, płaszczyzn z obrzeżem, rowków teowych oraz powierzchni dowolnych.
-
tarczowe
-
trzystronne z ostrzami prostymi - do wykonywania rowków o zarysie prostoliniowym
-
trzystronne naprzemianskośne - również do wykonywania rowków o zarysie prostoliniowym
-
jednostronne (piłkowe) - do przecinania
-
kątowe – do wykonywania rowków trapezowych i kątowych
ILOŚĆ OSTRZY
Ilość ostrzy frezów ma znaczenie dla materiału obrabianego oraz możliwości maszyny. Frezy 1 - i 2 - ostrzowe posiadają bardzo dobry odpływ wiórów, ale z kolei mają mniejszą sztywność w porównaniu z frezami 4 - ostrzowymi. Frezy 4 - ostrzowe są dużo sztywniejsze na skręcanie i na zginanie, ale wióry mają tutaj ograniczoną możliwość odpływu. Na przykład do obróbki metali lekkich i tworzyw sztucznych zaleca się stosowanie frezów 1 - ostrzowych, które nie zalepiają się wiórami.

Frezy Trzpieniowe VHM
Frezy Trzpieniowe VHM z wysokowydajnego węglika spiekanego drobnoziarnistego. Frezy te przeznaczone są do obróbki zgrubnej (z łamaczem wióra) średnio dokładnej i wykańczającej. Odznaczają się w wysoką wydajnością w porównaniu ze stalą szybkotnącą oraz nadają się do obróbki detali hartowanych, nawet do 70 HRC.
* Stal szybkotnąca HSS (ang. high speed steel)
