


W poniższym artykule dokonaliśmy przeglądu rodzajów i kryteriów podziału noży tokarskich. To bardzo przydatne, bo najczęściej stosowane na rynku, kryteria do opisu konkretnych grup produktowych. Zestawienie ułatwia również poruszanie się pośród różnorodnych symboli i oznaczeń, z którymi można się spotkać, wybierając produkt.
Kryteria podziału i doboru noży tokarskich
- noże tokarskie punktowe – o ogólnym przeznaczeniu; powierzchnia przedmiotu obrabiana jest przy pomocy wierzchołka (punktu);
- noże tokarskie kształtowe – powierzchnia przedmiotu obrabiana jest krawędzią ostrza;
- noże tokarskie obwiedniowe – ostrze kształtuje powierzchnię przetaczając się po niej; są dość rzadko stosowane.
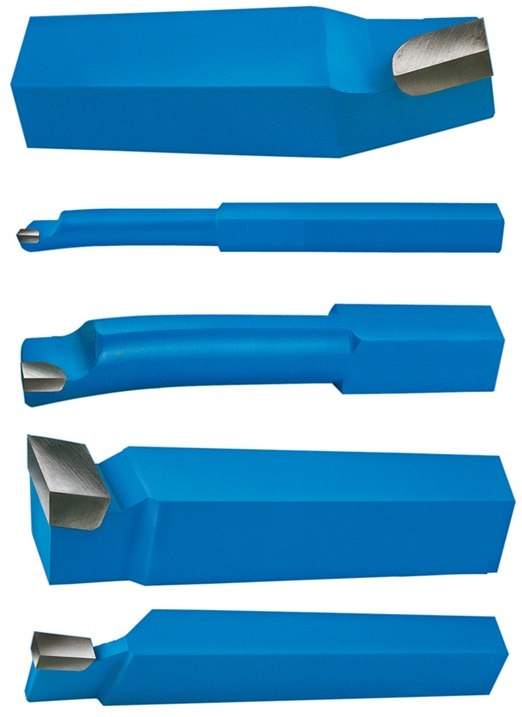
Sposób konstrukcji noży tokarskich to dość czytelny podział, na podstawie którego wyodrębnić możemy trzy rodzaje noży: jednolite, łączone i składane.

Noże tokarskie jednolite

Noże tokarskie łączone

Noże tokarskie składane

Zastosowanie do materiału obróbki
- grupa P, niebieska – obróbka stali,
- grupa M, żółta – obróbka stali nierdzewnej,
- grupa K, czerwona – obróbka żeliwa.
|
GRUPA ISO |
OZNACZENIE |
ZAKRES ISO |
ZASTOSOWANIE |
|
|
MATERIAŁ |
OBRÓBKA |
|||
|
P |
S10 |
P10 |
Stal, staliwo, staliwo niskotopowe |
Obróbka dokładna i średnio dokładna przy dużych prędkościach skrawania i małych posuwach |
|
S20 |
P20 |
Stal, staliwo |
Obróbka dokładna i średnio dokładna przy odpowiednio dużych prędkościach skrawania i umiarkowanych posuwach |
|
|
S30 |
P30 |
Stal, staliwo |
Obróbka średnio dokładnej i zgrubna przy średnich i małych prędkościach skrawania oraz znacznych przekrojach warstwy skrawanej w trudnych warunkach obróbki |
|
|
M |
U10S |
M20 |
Stal, staliwo, żeliwo, w tym stal: manganowa, nierdzewna, żaroodporna, żarowytrzymała i metale kolorowe |
Obróbka dokładnej i średnio dokładna przy średnich i małych prędkościach skrawania i średnich przekrojach wióra. Gatunek uniwersalny. Stosowany do toczenia i frezowania. |
|
K |
H10 |
K10 |
Wszystkie gatunki żeliw, stali stopowych, austenitycznych stopów metali kolorowych oraz materiałów niemetalicznych dających krótki wiór. |
Obróbka dokładna i średnio dokładna. |
|
H20 |
K20 |
Żeliwa, stopy miedzi, stopy lekkie materiały żaroodporne, żarowytrzymałe i tworzywa sztuczne. |
Obróbka średnio dokładna i zgrubna przy umiarkowanych prędkościach skrawania i średnich oraz dużych posuwach w niekorzystnych i trudnych warunkach obróbki. |
|
Rodzaje i oznaczenia noży tokarskich
- ISO – oznaczenie międzynarodowe,
- PN – oznaczenie polskie,
- GHOST – oznaczenie rosyjskie
- DIN – oznaczenie niemieckie.
|
RODZAJ NOŻA |
ISO 243 |
PN-91 |
GHOST |
DIN |
|
Nóż tokarski prosty lewy/prawy |
ISO01 |
NZZa-b |
2100 |
4971 |
|
Nóż tokarski wygięty lewy/prawy |
ISO02 |
NNZc-d |
2102 |
4972 |
|
Nóż tokarski boczny wygięty lewy/prawy |
ISO03 |
NNB-cd |
2103 |
4978 |
|
Nóż tokarski szeroki |
ISO04 |
NNPd |
2120 |
4976 |
|
Nóż tokarski czołowy lewy/prawy |
ISO05 |
NNBk-m |
2141 |
4977 |
|
Nóż tokarski boczny odsadzony lewy/prawy |
ISO06 |
NNBe-f |
2103 |
4980 |
|
Nóż tokarski przecinak lewy/prawy |
ISO07 |
NNPa-c |
2130 |
4981 |
|
Nóż tokarski wytaczak prosty |
ISO08 |
NNWa |
2140 |
4973 |
|
Nóż tokarski wytaczak spiczasty |
ISO09 |
NNWb |
2112 |
4974 |
|
Nóż tokarski spiczasty |
ISO10 |
NNPe |
- |
4975 |
|
Nóż tokarski wytaczak hakowy |
ISO11 |
NNWc |
- |
(263) |
|
Nóż tokarski do gwintu zewnętrznego lewy/prawy |
ISO12 |
NNGc-r |
2660 |
(282) |
|
Nóż tokarski do gwintu wewnętrznego |
ISO13 |
NNGd-s |
2662 |
(283) |
|
Nóż tokarski do rowków klinowych |
|
|
|
|
